 Hrvatski
Hrvatski





Preparation of material
HOW TO PREPARE THE MATERIAL FOR HOT-DIP GALVANIZING?
- Drilling the technological drain holes (according to the instructions on web page).
- The elements must not contain paint coating remains.
- Weld joints must be clean and nonporous.
- Material must be adequately designed.
- Sand blast the material, if necessary.
Goods are galvanized in accordance with ISO 1461. Considering this standard defined thickness of the zinc coating is in the table.
Table 1. Minimum coating thickness on samples that are not centrifuged.
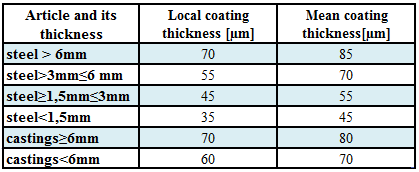
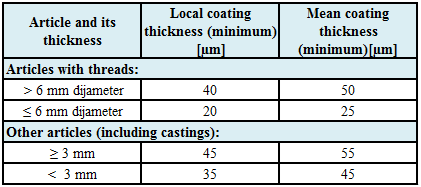
Table 2. Minimum coating thickness on samples that are centrifuged.
NOTE: Additional requirements regarding zinc coating must be specified before the procedure of hot-dip zinc galvanizing; otherwise the service will be performed according to the standard ISO 1461.
MATERIAL COMPOSITION
The composition of steel significantly impacts the quality and forming of the zinc layer in the process of hot-dip galvanization. The ratio of silicon, phosphorus and sulfur in the base material has an important role since the specific shares of these elements can cause a variety of phenomena over which we have no influence.
The most common adverse consequence of too large share of silicon is faster iron reaction with zinc, causing coarse, thicker and grey zinc layer on the material surface, with a peeling off tendency.
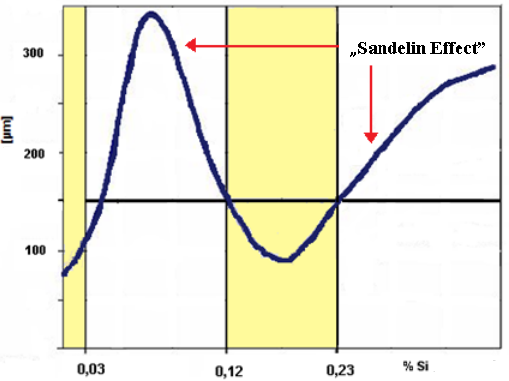
Figure 1:The influence of the percentage of silicon in a base material to a thickness of the zinc coating.
If the content of silicon in steel material is 0.03 to 0.12% and more than 0.23%, zinc coating created is much thicker than prescribed by standard (up to 350µm), and the surface gets specific appearance. This type of surface is created due to the Sandelin Effect.

Figure 2: Characteristic appearance of Sandelin areas on galvanized goods.
That is why we do not recommend hot-dipping galvanizing of steel with content of silicon from 0.03 to 0.12% and more than 0.23%,
Stronger reaction may also be caused by higher content of phosphorus in the basic material.
TECHNOLOGICAL HOLES
The material must be prepared for hot-dip galvanizing from the technological side also, meaning that technological holes must be provided and drilled, so the material could be galvanized also from the inside and to avoid the explosion when dipping. The number of holes and their layout also has a high impact on the quality of galvanizing. The instructions for drilling technological holes can be found on our web site, in the Manual.